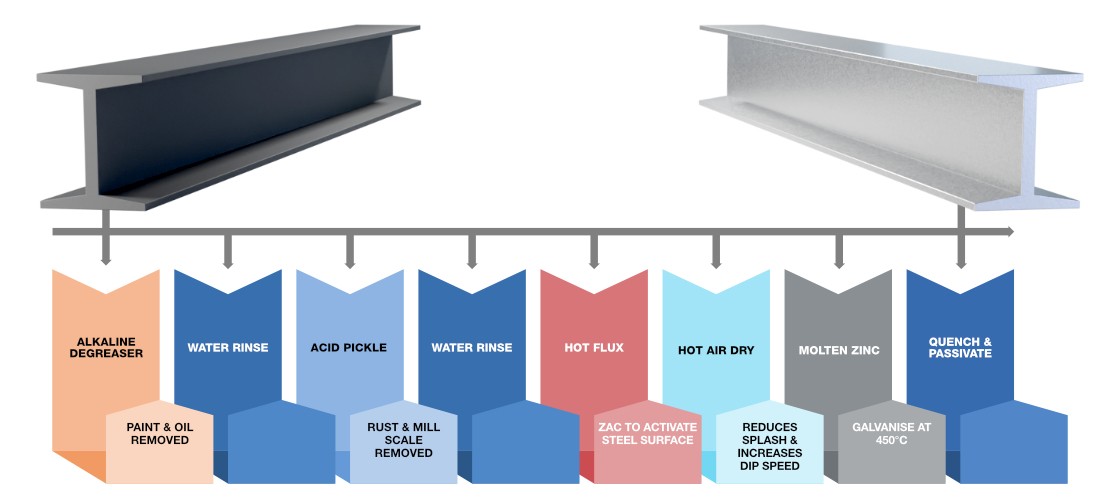
Our hot dip galvanizing process has been perfected over more than 50 years. Here is a breakdown of that process:
Degreasing
We begin by dipping the steel in a caustic cleaning solution. This removes organic surface contaminants like paint, oil, grease, and dirt. The steel is then rinsed in water.
Pickling
The second stage is pickling. Pickling entails dipping the steel in hydrochloric acid to remove any impurities, rust, and mill scale from its surface. Afterwards, the steel is rinsed once again.
Fluxing
The steel is then immersed in a flux solution that contains zinc ammonium chloride. The purpose of fluxing is to inhibit oxidation, thereby preventing an oxide film forming on the surface on the steel after its pickled. This helps to facilitate zinc-iron bonding. The steel is then dried and is readied for galvanizing.
Galvanizing
Finally, the steel is immersed in molten zinc, allowing it to form a series of zinc-iron alloy layers. The steel remains in the bath unit it reaches the temperature of the molten zinc (445°C to 465°C) at which point it is withdrawn. With proper venting and draining design, the molten zinc covers every corner and penetrates every recess of the steel, giving complete protection to areas which are potential corrosion spots with other coating systems. The steel is then cooled via a quench solution, which contains an inhibiter to provide passivation of the zinc surface. This helps to prevent early oxidation.
Double-Dipping
Occasionally, the item that needs to be galvanized is larger than the dimensions of the bath that we use. In these cases, we immerse half of the item in molten zinc first. After this section is galvanized, the steel is withdrawn and adjusted so the ungalvanized portion can also be immersed.
Get in Touch
"*" indicates required fields
Call us today for a confidential discussion on your